歡迎您訪問濟南瑞泉不銹鋼工程有限公司官方網站!
- 企業(yè)簡介|
- 聯(lián)系我們|
- 微信掃一掃

- 網站地圖|
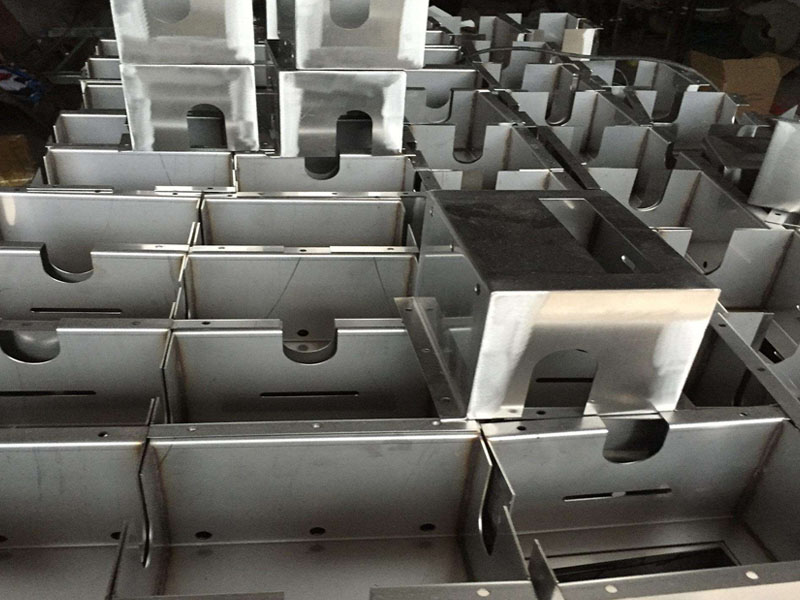
濟南激光切割加工是集激勵、電子、機械、技術和材料于一體的復合制造。激光切割過程比較復雜,受多種因素影響,包括激光輸出功率、切割速度、離焦和切割材料的X能量。如果工藝參數選擇不當,將對切割質量產生很大影響,如切割表面粗糙、斷面有缺口或背面粘渣等。

濟南激光切割速度
通常,切割速度是在速度的上限和下限內選擇一個較低的值。速度過高或過低都會影響切割質量,導致掛渣,直至不透水為止。
當切割速度過低時,激光能量密度過大,熱影響區(qū)變大,導致掛渣較多,切割接頭較寬且粗糙。切割速度過高時,激光能量密度小,可能無法穿透。
缺口垂直度和掛渣對速度參數的影響,其次是缺口寬度和表面粗糙度。
濟南激光切割速度操作包括:
● 權力
● 改變光束模式
● 減小聚焦光的大小(例如,短焦距傳輸)
濟南激光切割焦點位置
激光束聚焦后,光的大小與透鏡的長度成正比。光束經短焦距透鏡聚焦后,光尺寸很小,焦點處的功率密度很高,切割材料非常困難;但其缺點是焦深很短,調節(jié)余量很小。它通常適用于切割薄材料。
對于厚工件,由于長焦距透鏡的焦深很寬,只要它有功率密度,就可以用來切割。由于焦點處的高功率密度,在大多數情況下,切割時,焦點位置正好位于或略低于工件表面。
焦點與工件之間恒定的相對位置是獲得穩(wěn)定切削質量的條件。有時鏡頭在運行過程中因冷卻不良而發(fā)熱,導致焦距變化,需要及時調整。
濟南激光切割氣體
激光切割產生大量熱量。這樣的高熱集中在一塊,會點燃切割處的材料,產生氧化反應,容易使工件變形。因此,需要添加一些氣體,一般包括氧氣、空氣和氮氣。
氣體與激勵光束同軸噴射,以保護透鏡免受污染,并吹走切割區(qū)域底部的熔渣。對于非金屬和某些金屬材料,使用壓縮空氣或惰性x氣體溶解和蒸發(fā)材料,同時過度燃燒切割區(qū)域。
濟南激光切割氣壓
在激光切割過程中,氣體和聚焦激光束通過噴嘴射向切割材料。這形成了氣流束。氣流的基本要求是進入槽口的氣流要大,速度要快,以便槽口材料的氧化可以進行放熱反應,同時,一些動量可以吹出熔融材料。
大多數金屬激光切割使用活性x氣體(氧氣)與鐵水形成氧化放熱反應。這種額外的熱量可以降低速度的1/3到1/2。
切割金屬板時,需要更高的氣體壓力。爐渣沾在槽口的背面。當材料厚度或切割速度較慢時,氣體壓力可以適當。

激光輸出功率
激光功率的大小對切割速度、狹縫寬度、切割厚度和切割質量有很大影響。激光切割機所需功率根據材料的特殊X和切割機構確定。理想的切割速度使切割表面呈現(xiàn)穩(wěn)定的線條,材料下部無渣。在實踐中,通常設置高功率以獲得高切割速度或切割較厚的材料。
上述是濟南激光切割加工的主要技術,希望能幫到大家更清晰的了解它。
版權聲明:文章來源于m.muexam.cn/index.php?c=show&id=413,轉載請注明出處!
 135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網站二維碼
微信聯(lián)系
135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網站二維碼
微信聯(lián)系
Copyright By 濟南瑞泉不銹鋼工程有限公司 | 版權所有
法律聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規(guī)規(guī)定,如有不當之處,請告知!我們立即刪除。