歡迎您訪問濟南瑞泉不銹鋼工程有限公司官方網(wǎng)站!
- 企業(yè)簡介|
- 聯(lián)系我們|
- 微信掃一掃

- 網(wǎng)站地圖|
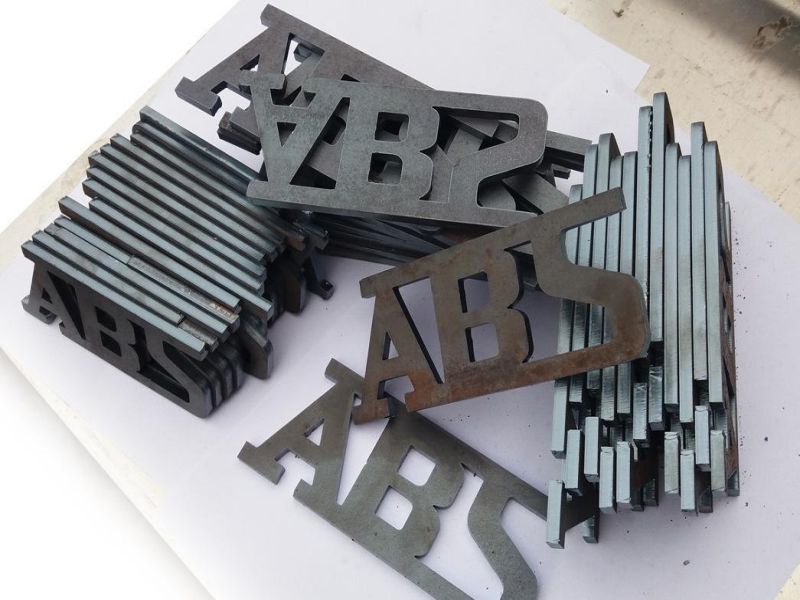
激光切割常見技術(shù)及問題分析激光束功率密度高,能量大。光束照射點內(nèi)的物質(zhì)開始蒸發(fā)并形成孔洞。這些洞被熔化的金屬包圍著。
上一個:激光切割鐵藝制品
下一個:激光切割控制斷裂切割

激光切割常見技術(shù)及問題分析激光束功率密度高,能量大。光束照射點內(nèi)的物質(zhì)開始蒸發(fā)并形成孔洞。這些洞被熔化的金屬包圍著。與光束同軸的輔助氣流帶走孔周圍的熔融物質(zhì)。工件移動時,小孔按切割方向水平同步移動,形成切割縫,完成切割。對于熱切割技術(shù),一般需要用沖頭在板材上打一個小孔,然后用激光從小孔開始切割。從板的邊緣只能加工少數(shù)工件。對于無沖孔裝置的激光切割機,有兩種基本的打孔方法:爆破打孔:材料在連續(xù)激光照射下在中心形成凹坑,與激光束同軸的氧氣流將熔化的材料迅速除去形成孔。
孔的大小與板的厚度有關(guān)。對于較厚的板材,孔徑較大且不圓,不適合用于加工精度較高的零件上,而只能用于廢料上。此外,由于穿孔時使用的氧氣壓力與切割時相同,因此飛濺較大。脈沖穿孔:用峰值功率的脈沖激光熔化或汽化少量材料,常用空氣或氮氣作為輔助氣體。炮孔直徑小,質(zhì)量好。所用激光器輸出功率高,需要可靠的氣體控制系統(tǒng)來實現(xiàn)氣體類型、氣體壓力切換和射孔時間控制。在脈沖穿孔的情況下,要獲得高質(zhì)量的切口,應(yīng)注意過渡技術(shù)。在工業(yè)生產(chǎn)中,主要采用同時改變脈沖寬度和脈沖頻率的方法,取得了良好的效果。
 135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網(wǎng)站二維碼
微信聯(lián)系
135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網(wǎng)站二維碼
微信聯(lián)系
Copyright By 濟南瑞泉不銹鋼工程有限公司 | 版權(quán)所有
法律聲明:本網(wǎng)站部分內(nèi)容來源于網(wǎng)絡(luò),如有侵權(quán)請告知!我們立即刪除;本網(wǎng)站嚴(yán)格遵循國家相關(guān)法律法規(guī)規(guī)定,如有不當(dāng)之處,請告知!我們立即刪除。