在使用山東激光切割技術展開切割的時候,難免會出現一些問題,比如說燒邊、精度不高等問題。導致問題出現的原因有很多,可能是操作不當,也可能是環境影響。為了幫大家處理這些問題,下面瑞泉就為您介紹下,常見的故障問題及處理方法。

在小孔的加工中,孔的外側被充分冷卻,但是單孔內側的小孔部分由于熱能擴散的空間小,因此存在熱過于集中而過熱、浮渣等問題。此外,在厚板切割過程中,熔融金屬在材料表面積累和熱量積累會導致輔助氣流紊亂,熱輸入過多,導致過度燃燒。
一般,解決此問題可以采用以下方法:
1、碳鋼細孔切斷時如果發生過燒,在以氧氣為輔助氣體的碳鋼切斷中,抑制氧化反應熱的發生是解決問題的關鍵。可采用穿孔時輔助氧氣,延遲轉換輔助空氣或氮氣切斷的方法。這種方法可加工1/6厚板的小孔。
2、低頻、峰值輸出的脈沖切割條件具有減少熱輸出的特點,有助于切割條件的優化。通過將條件設定為單脈沖激光束、熱強度大的峰值輸出、低頻條件,可減少穿孔中材料表面的熔融金屬堆積,抑制熱輸出。
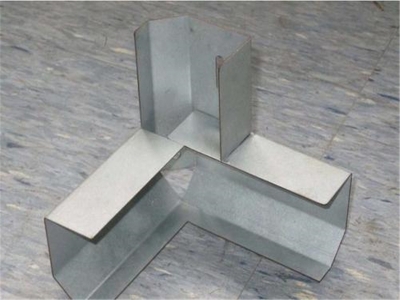
3、鋁合金和不銹鋼切削存在燒邊:在利用山東激光切割技術對此類材料加工時,輔助氣體為氮,切削中一般不是燒邊問題,但由于孔內材料的高溫,內部懸渣現象將更加頻繁。大家可以加大輔助氣體的壓力,將條件設為高峰值輸出、低頻率的脈沖條件。輔助氣體使用空氣時,也與使用氮氣時相同,不會發生過燒,但底部容易產生浮渣,因此需要將條件設定為高輔助氣體壓力、峰值輸出、低頻率的脈沖條件。

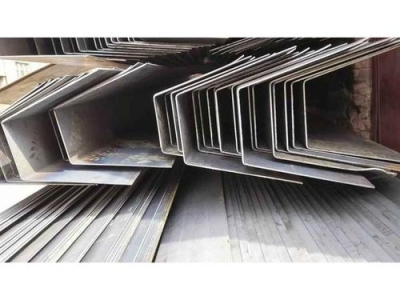
與傳統切削方法相比,山東激光切割技術具有無可比擬的優點,激光切割設備僅具有切割縫窄、工件變形小等主要特點,而且具有速度快、效率高、成本低、性能穩定等特點。
雖然激光切割具有明顯的優勢,但達到切割效果,也要掌握其加工技術參數和操作技巧。特別在光纖激光切割加工過程中,要選擇合適的切割速度,否則可能會造成切割質量下降的問題出現。
如果想要保證切割的精度,在遇到上述問題時不要著急,根據實際情況處理即可,建議大家在利用山東激光切割技術操作的時候,嚴格按照標準進行,從而保證成品質量能夠符合使用標準。
版權聲明:文章來源于m.muexam.cn/index.php?c=show&id=94,轉載請注明出處!