歡迎您訪問濟南瑞泉不銹鋼工程有限公司官方網(wǎng)站!
- 企業(yè)簡介|
- 聯(lián)系我們|
- 微信掃一掃

- 網(wǎng)站地圖|
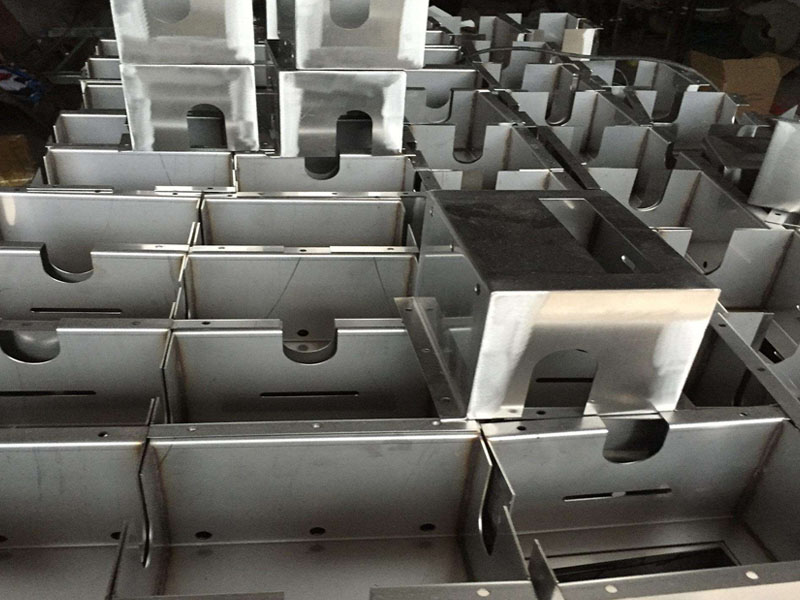
激光切割加工對于我們的生活有著重大的影響,不過在加工的過程中我們也會遇到很多的問題,例如我們在用激光切割加工產(chǎn)品時,要想讓加工產(chǎn)品更加精細(xì),離不開以下兩點。讓我們一起來看一下這兩個方面的具體情況。

1、切割面分為兩個完全不同的部分,上表面平整、光滑,切割條紋整齊細(xì)小,粗糙度值小;下切削條紋混亂、表面不平整、粗糙度值大。上以激光的直接作用為特征,下以熔融金屬的腐蝕為特征。
2、切削面上部區(qū)域的表面粗糙度總體上是均勻的,不隨高度變化;但下部區(qū)域的表面粗糙度隨高度變化,且越近下部區(qū)域,表面粗糙度值越大,其下部區(qū)域的表面粗糙度值越大。
3、不管是在光纖金屬激光切割機上,還是在脈沖金屬激光切割機上,切割面都有明顯的上下部分。其不同之處在于,脈沖激光切割表面上部的切割條紋與脈沖頻率相對應(yīng):頻率越高,條紋越細(xì),表面粗糙度越高,而切削條紋密度和表面粗糙度的大小主要取決于切割速度。
1、原始誤差減少法:如果在生產(chǎn)過程中發(fā)現(xiàn)誤差,應(yīng)先查明影響加工誤差的主要因素,然后找到消除或減少誤差的方法。如加工有成形面的工件時,成形工具的形狀誤差和刀具的安裝誤差均基本減小。
2、原始誤差補償法:人為地產(chǎn)生新的誤差,以消除工藝系統(tǒng)中的原始誤差。在原始誤差為負(fù)時,人的誤差為正,否則為負(fù),并設(shè)法使二者大小相等。
3、原始誤差傳遞方法:在一定條件下,過程系統(tǒng)的原始誤差可傳遞到加工誤差不敏感的方向或其他不影響加工精度的方面。例如在機床精度達(dá)不到加工要求的情況下,可以從工藝或夾具上想方設(shè)法創(chuàng)造條件,使機床的幾何誤差轉(zhuǎn)向不影響加工精度的方面。
4、原始誤差均分法:若定位誤差較大,可采用對某些原始誤差進(jìn)行微分的方法。把原始誤差按其大小分為N組,每組誤差減至1/n,每組誤差減至1/n。
5、原始誤差平均值方法:對于加工精度較高的零件,可采用平均值方法。即用密切相關(guān)的曲面互相比較,從比較中找出差別,然后互相校正或互相參照加工,從而不斷減少甚至消除工件加工曲面的誤差。

看著這一點,我們就知道控制激光切割加工的粗糙度,提高機器加工精度,是生產(chǎn)高質(zhì)量激光切割產(chǎn)品的關(guān)鍵。在生產(chǎn)過程中,需要注意一些必要的因素,才能生產(chǎn)出滿意的產(chǎn)品。期望大家多加參考,不斷提升產(chǎn)品品質(zhì)與效率。
版權(quán)聲明:文章來源于m.muexam.cn/index.php?c=show&id=343,轉(zhuǎn)載請注明出處!
 135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網(wǎng)站二維碼
微信聯(lián)系
135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網(wǎng)站二維碼
微信聯(lián)系
Copyright By 濟南瑞泉不銹鋼工程有限公司 | 版權(quán)所有
法律聲明:本網(wǎng)站部分內(nèi)容來源于網(wǎng)絡(luò),如有侵權(quán)請告知!我們立即刪除;本網(wǎng)站嚴(yán)格遵循國家相關(guān)法律法規(guī)規(guī)定,如有不當(dāng)之處,請告知!我們立即刪除。