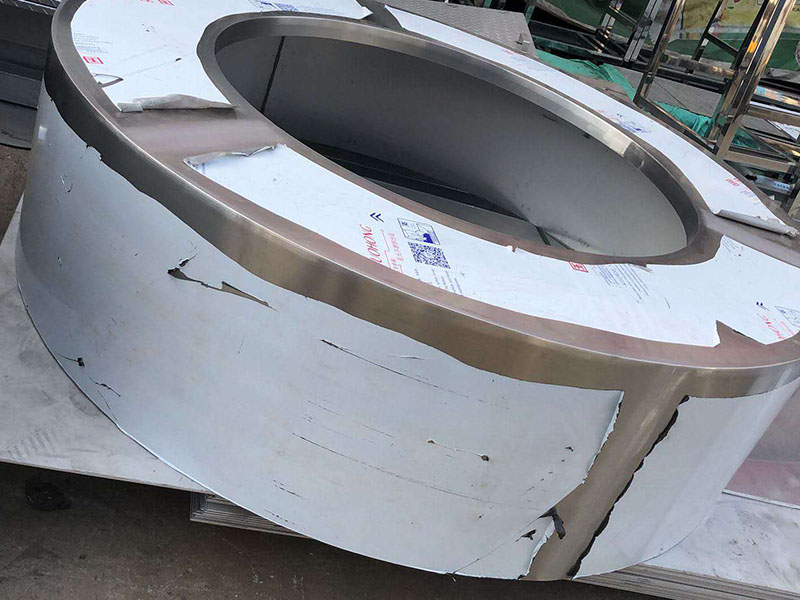
不銹鋼焊接過程中發黑的主要原因是——焊接表面的氧化和周邊材料溫度過高!不過引發的條件有很多,我們不能一一分析,所以本篇文章為大家分享一下焊接的過程中應該注意些什么?

一、焊件焊接部位焊接前仔細清理
二、保證氬氣的質量和純度,有無泄漏現象。當空氣壓力下降時,及時更換氣瓶。
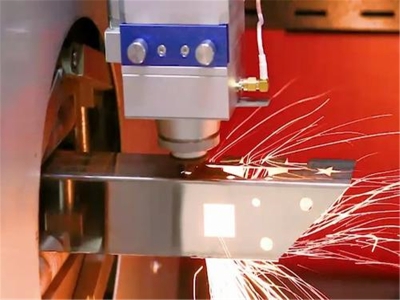
三、對于不銹鋼,尤其是薄板,不能長期大電流連續焊接,可采用點焊。太多的電流和緩慢的焊接速度會導致焊縫發黑。所以焊接速度要快,工藝要準確。
四、鎢針尖到焊件的距離,靠近鎢針的焊件焊縫為黑色,離焊件較遠的鎢針焊縫也為黑色。為保證焊接過程中電弧的穩定性和強度而設計的。采用鎢針時應注意保持鋒利,避免因電流不穩定而使鎢針變鈍,焊接時電弧不穩定不易保持易發散。
五、熔池溫度控制,滿足熔池溫度的焊接件熔接條件與電流大小有密切關系,而氧化程度則與焊點速度、焊點冷卻速度有關,這就保證了高溫下氬氣不被氧化。

但不銹鋼在焊接時,不但會出現色澤變黑,還會產生變形。總而言之,不管在面對任何的問題時都要對癥下藥,冷靜分析!
版權聲明:文章來源于m.muexam.cn/index.php?c=show&id=317,轉載請注明出處!