對于山東激光切割來說,相信在發展了這么久之后,大家每個人也都有了一定的了解,這當然與它的普遍性脫不了關系。不過說到細節,大家知道如何選擇焦點的位置嗎?正中靶心的那種方法有沒有呢?今天就大家看一下。

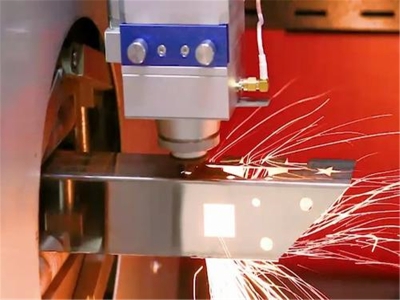
碳鋼氧切割,正聚焦為宜,工件底部切割寬度大于上表面,有利于排渣,氧到達工件底部參與充分氧化反應。在焦點范圍內,正焦點越大,板表面的光斑尺寸越大,狹縫周圍的預熱和熱量補充越充分,碳鋼切割表面越光滑、越亮。采用萬瓦激光脈沖方式切割不銹鋼厚板,采用正聚焦,穩定,利于排渣,藍光不易反轉。
即切削焦點在工件上。在這種模式下,由于焦點遠離切割面,切割寬度相對大于工件表面切割點的寬度,同時所需的切割氣流較大,溫度足夠。切割不銹鋼時,宜采用負焦點切割,切割面紋路均勻,斷面好。切割前,由于穿孔有一定高度,采用負聚焦,可以保證光斑尺寸越小,能量密度越大,穿孔位置越深,負聚焦越大。也就是說切削的焦點在工件表面。一般靠近焦點的切割面比較光滑,遠離切割焦點的下表面比較粗糙。
這種情況主要用于連續激光切割薄板,脈沖激光切割高峰值功率汽化模式的金屬箔。激光切割焦點的選擇不是由切割板材料(不銹鋼和碳鋼)決定的,而是由切割方法(氧化切割和熔化切割)決定的。激光切割機在加工不同工件時需要使用不同的聚焦模式。由于不同類型切割頭的聚焦位置和調整方法不同,用戶在切割不銹鋼和碳鋼時,可以根據正負聚焦的不同效果,結合自己的加工需要,選擇合適的聚焦切割方法,充分發揮激光切割機的性能優勢。

以上的信息就是山東激光切割關于焦點的選擇小技巧,當然重要的一點其實是操作人員的經驗水平,只要大家落實到實際的工作環境中,相信選擇好焦點不是一件難事。然后大家可以參考我們上面給出的方法,總結出屬于自己的一套策略。
版權聲明:文章來源于m.muexam.cn/index.php?c=show&id=277,轉載請注明出處!
下一篇:激光切割機的關鍵組成部件