歡迎您訪問濟南瑞泉不銹鋼工程有限公司官方網(wǎng)站!
- 企業(yè)簡介|
- 聯(lián)系我們|
- 微信掃一掃

- 網(wǎng)站地圖|

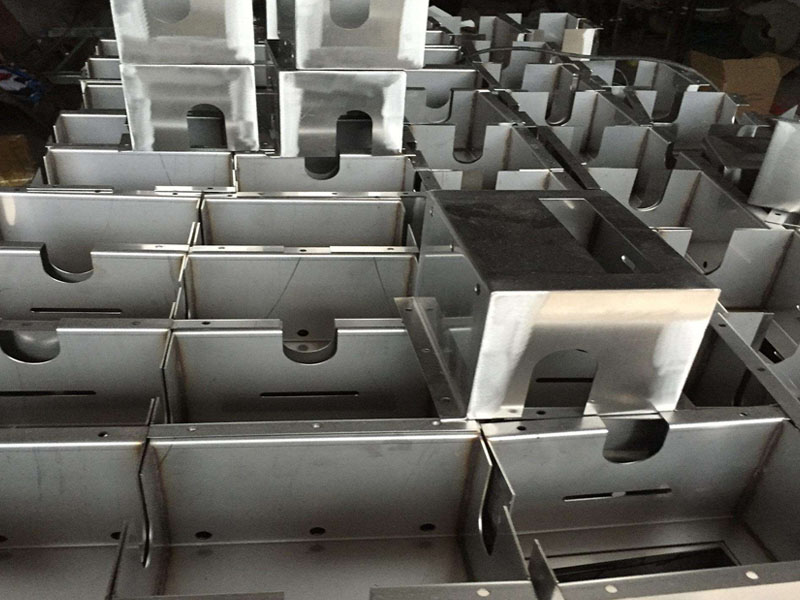
碳鋼:現(xiàn)代激光切割系統(tǒng)可以切割碳鋼板的最大厚度接近20mm,對薄板其切縫可窄至0.1mm左右。激光切割低碳鋼熱影響區(qū)極小,切縫平整、光滑,垂直度好;切割高碳鋼切邊質(zhì)量好,但熱影響區(qū)較大。
合金鋼:大多數(shù)合金結(jié)構(gòu)鋼和合金工具鋼都能用激光切割獲得良好切邊質(zhì)量。用氧氣作為加工氣體時,切割邊緣會輕微氧化;厚度4mm以下的板材,用氮氣高壓切割,邊緣不會氧化;厚度10mm以上的板材,使用特殊極板并在工件表面涂油可取得較好效果。不過,含鎢的高速工具鋼和熱鍛模鋼,激光切割時易發(fā)生熔蝕和粘渣現(xiàn)象。
不銹鋼:是加工不銹鋼薄板有效的方法。嚴格控制激光切割熱輸入,可限制切邊熱影響區(qū)寬度,保證不銹鋼良好的耐腐蝕性。
鋁及其合金:屬于熔化切割機制,輔助氣體用于吹除熔融產(chǎn)物,通常能獲得較好切口質(zhì)量。可切割厚度6mm以下的鋁材,具體取決于合金類型和激光器功率。用氧氣切割,表面粗糙而堅硬;用氮氣切割,表面平滑。純鋁難切割,需安裝反射吸收裝置,否則反射會毀壞光學組件。
銅及其合金:純銅反射率太高,基本不能用CO?激光束切割;切割黃銅需較高激光功率,輔助氣體用空氣或氧氣,可切割較薄板材。厚度1mm以下的黃銅可用氮氣切割,厚度2mm以下的銅用氧氣切割。切割純銅和黃銅需安裝反射吸收裝置。
鈦及其合金:純鈦能很好地耦合聚焦激光束轉(zhuǎn)化的熱能,用氧氣作輔助氣體時化學反應劇烈,切割速度快,但切邊易生成氧化層,還可能過燒。
鎳基合金:大多數(shù)鎳基合金可實施激光氧化助熔切割,切口質(zhì)量良好。
織物、木材、有機玻璃(亞克力)、雙色板、皮革、塑料:CO?激光切割機可以切割這些材料。
紙和紙板:適合激光切割,常用于制作復雜而精美的喜帖等。
玻璃:盡管玻璃易碎且具有反射特性,但激光切割機仍可進行切割。
聚甲醛:工程領域常用的塑料,激光切割有助于其在更多領域廣泛應用。
版權(quán)聲明:文章來源于m.muexam.cn/gsxw/617.html,轉(zhuǎn)載請注明出處!
上一篇:激光切割設備的成本分析
下一篇:激光切割設備的性能如何
 135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網(wǎng)站二維碼
微信聯(lián)系
135-7316-0466
濟南瑞泉不銹鋼工程有限公司
網(wǎng)站二維碼
微信聯(lián)系
Copyright By 濟南瑞泉不銹鋼工程有限公司 | 版權(quán)所有
法律聲明:本網(wǎng)站部分內(nèi)容來源于網(wǎng)絡,如有侵權(quán)請告知!我們立即刪除;本網(wǎng)站嚴格遵循國家相關(guān)法律法規(guī)規(guī)定,如有不當之處,請告知!我們立即刪除。